Videos
Mantenga el trabajo en marcha cuando un orificio de conexión sea de tamaño insuficiente
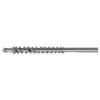
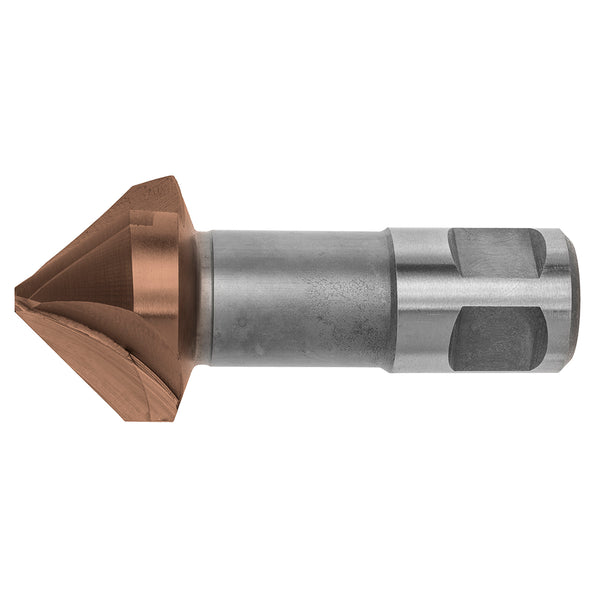
Los escariadores VersaDrive® tienen un vástago hexagonal antideslizante patentado adecuado para usar en cualquier portabrocas estándar de 1/2” para taladros inalámbricos o de pistola o para usar con un adaptador VersaDrive® Rapid Lock para usar en una amplia gama de herramientas eléctricas como taladros magnéticos.
No se recomienda utilizar escariadores VersaDrive® para perforar orificios cortados con láser o plasma. Los orificios afectados por el calor se pueden agrandar utilizando el escariador VersaDrive® con un taladro magnético de baja velocidad.
Beneficios del producto
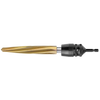
- Diseño de precisión de 6 flautas para un corte suave.
- Diseño de corte de borde para agrandar el orificio, brindando resultados mucho mejores que una broca.
- El recubrimiento de nitruro de titanio de grado industrial reduce la acumulación de calor y el quemado.
- Úselo en caso de impacto para evitar el peligroso contragolpe provocado por herramientas rotativas portátiles
- Diseño de vástago hexagonal de alta resistencia para un funcionamiento seguro y antideslizante.
- Resultados de calidad en aceros inoxidables e Inox. Se recomienda aplicación rotativa.
- El vástago patentado VersaDrive y los adaptadores modulares brindan una flexibilidad inigualable en el lugar de trabajo
- Resistente a impactos gracias al proceso de endurecimiento dual: permite una velocidad hasta 15 veces más rápida que los métodos tradicionales
Guía rápida
- Para un rendimiento más rápido, utilice llaves de impacto y destornilladores de impacto.
- No se recomiendan los escariadores de impacto para orificios cortados con llama o plasma. Utilícelos con un taladro magnético.
- El escariador debe girar antes de comenzar el corte y se debe utilizar una presión de avance constante durante el corte.
- Para materiales con un espesor superior a 20 mm se recomienda el uso de escariadores ImpactaMag.